LMPAEK™简介及其为何适用于复合材料和增材制造
在我最近发布的博客文章《PEEK和PAEK有何不同?》中,我们介绍了PAEK(聚芳醚酮)家族及其部分成员,并在文章最后提到了最近推出的LMPAEK™(低熔点PAEK)产品VICTREX AE 250单向带和VICTREX AM 200线材。这两款产品均基于包含两个而非一个重复单元的共聚物。
让我们先简单了解一下共聚物,因为它们也存在于许多其他聚合物家族中。由一个重复单元A组成的线性聚合物可形成聚合物链(即主链),结构如下所示:
-A-A-A-A-A-A-A-A-A-A-A-A-A-A-A-
然而,对于由两个重复单元A和B组成的共聚物,则存在多种可能性。如果A和B数量相等,则可能形成规则的交替结构,如图所示:
-A-B-A-B-A-B-A-B-A-B-A-B-A-B-A-B-
事实上,这种结构极为罕见。通常情况下,重复单元的组合方式具有统计学特点或随机性,因为这是聚合物化学的本质特征!如果重复单元中A和B分别占75%和25%,其主链构造可能如下图所示:
-A-A-B-A-B-A-B-B-A-A-A-B-A-A-A-A-A-B-A-A-
但还有另一种可能性——形成嵌段共聚物,即重复单元出现在嵌段中。假设A和B的比例是70:30,它们形成的共聚物看起来可能是这样的:
-A-A-A-A-B-B-B-B-B-B-A-A-A-A-A-A-A-A-A-A-
主链中重复单元的排列方式会影响聚合物的结晶速度,同样也会影响结晶度。聚合物可能在A和B的离散区域结晶,或以无序的方式结晶,或介于两者之间。这对聚合物的宏观性能,即机械性能(如刚度和韧性)、抗断裂性甚至耐化学腐蚀性,产生决定性影响。
我们开发这些PAEK共聚物的主要目的,是希望通过降低熔点(Tm),在温度更低的条件下对其进行加工,同时保持其玻璃化温度(Tg)不变,从而保持耐高温特性。而且,我们还能够改善这些聚合物的加工适用性。下面我们来看看这些新产品:
专为复合材料而设计的VICTREX AM™ 250 UDT

开发之初,我们的目标是让这种新型聚合物比PEEK更适合用于复合材料加工,不仅降低加工温度,还要延缓结晶速度。PEEK结晶速度非常快,这对注塑成型应用非常有利。而在复合材料加工中,我们希望获得一种结晶速度更慢的材料,因为这有利于铺放和固化,尤其是应用于非高压釜时。
高质量复合层压板
越来越多的证据表明,这种方法高效、实用。通过与Daher公司合作,我们证明了VICTREX AE 250 UDT(单向带)可用于生产更厚的高质量复合层压板。到目前为止,其厚度可达176层,而标准复合层压板的厚度仅为32层。
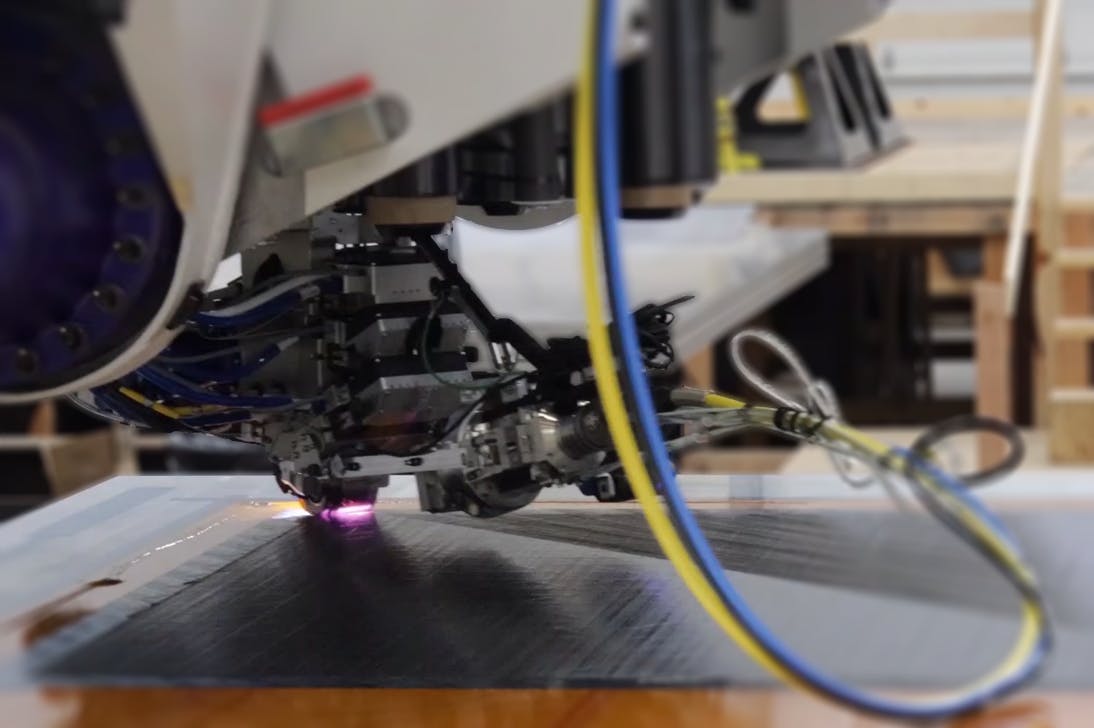
热塑性复合材料与热固性塑料的铺放速度相当
最近,我们与Electroimpact合作,实现了与热固性塑料相媲美的铺放速度。由于熔点更低,VICTREX AE™ 250 UDT非常适合与VICTREX PEEK 150CA30等化合物进行包覆成型:二者在熔融态完全互熔,使复合层压板的表面与包覆化合物熔合,从而产生良好的界面结合力。
面向增材制造(3D打印)的VICTREX AM™ 200线材
3D打印PAEK聚合物遭遇历史性挑战
在我们开发出VICTREX AM™ 200线材之前,人们普遍认为,采用半结晶PAEK材料制造的3D打印部件都存在层间结合不良的问题。这是因为打印完一层之后,通常要经过一段时间才能打印下一层。而此时,之前打印好的层已经结晶和冷却。

这导致部件的Z向性能弱于X-Y平面的性能(有时只有13-25%),尽管已经有Bond 3D等新兴技术可以解决这一问题。
采用VICTREX AM 200,可降低加工温度,并大幅延缓结晶速度,因此3D打印部件的Z向强度可以达到X-Y平面强度的80%,延展性也比一些PEEK产品高2倍以上。

面向增材制造设计优化的VICTREX AM™ 200
英国埃克塞特大学增材制造中心(CALM)的合作伙伴与我的同事们一起详细研究了取得这一成果的原因,使我们得以深刻理解这种方法为何如此有效。
总结
我希望通过这篇文章,您可以更加了解PAEK共聚物的一些优势。尽管PEEK在未来很多年仍会继续发挥作用,但新型PAEK共聚物有助于应对不同的工程挑战。未来,基于PAEK的先进材料解决方案将开启各种精彩的全新应用,并且比以往任何时候都要广泛。
©威格斯公司2021。保留所有权利。
关于作者
John Grasmeder,威格斯首席科学家
John Grasmeder博士在聚合物行业拥有超过25年的丰富经验,曾在帝国化学工业(ICI)、巴斯夫(BASF)、赫斯特和壳牌等跨国企业在英国和德国的合资公司担任过研发、商务和业务负责人。John在2005年加入威格斯,从2010年起担任技术总监,2016年成为威格斯首席科学家
关于作者